中华网家电
设为书签Ctrl+D将本页面保存为书签,全面了解最新资讯,方便快捷。
哈特贝尔的创新SAM技术(伺服液压顶出器模块)将提升滚柱轴承与汽车行业制造商的生产力,并有助于节约成本和能源。
伺服液压轴使得通过触摸屏实现高度动态的位置、力和速度控制成为可能。各项先进的新功能开启了全新的加工可能性。
薄芯料工艺有助于最小化组合环的芯料厚度。若使用组合轴承环6008坯件,可减少约25克原材料的使用,大幅节约原材料、能源和生产成本。
瑞士莱纳赫,2023年9月20日。哈特贝尔创新引擎全速运转:瑞士冷热成型技术领导者在超快热成型机HOTmatic HM 35上推出SAM技术(伺服液压顶出器模块)。SAM技术已在原型机上进行了多轮严格的测试,代表了伺服液压料挡之后的进一步创新。它将显著提升滚子轴承与汽车行业的制造商的生产效率和产品多样性。
相比全新的伺服液压顶出器组件,过往常见的机械式顶出器组件已显得过时。模块可安装在每个成型工位上,并可通过触摸屏进行单独控制和优化调整。“由于不再需要手动操作,换模时间得以显著降低。”哈特贝尔产品经理Carsten Sieber解释到:“SAM技术不仅能够提高用户的生产效率,它附带的可根据客户需求添加和调整的创新附加功能,还能给客户带来更多的处理可能性,通过创新从而真正地改变游戏规则。”
使用伺服液压顶出器模块从模具中推出锻件的过程分为两个阶段——用强力松开部件并以高速推出部件。顶出器模块具有集成的压力和位置测量系统,利用该系统可以精确地确定运动和顶出力。由于采用了精密的气缸设计,能耗降低到最低。集成的无磨损制动功能可防止零件意外掉落并提高加工流程的安全性。
新的处理可能性
该模块的一个新功能是去氧化皮和模内成型的结合。这一特性使得在一次操作中可以同步处理两个工艺步骤——1.在模具前,挤压过程中去除氧化皮,2.将料段送入到凹模并内压制成所需形状。制造商将因此受益于更长的模具使用寿命,而在一次操作中处理两个工艺步骤也可以使生产更复杂的零件成为可能。
将原材料和电力消耗降至最低
该技术的一大亮点是哈特贝尔开发团队所采用的薄芯料工艺。由于芯料厚度形成于顶出器和冲头之间,所以得以显著减小。根据环的结构,芯料的厚度甚至可以减少到原始厚度的一半。Carsten Sieber指出:“当使用具有理想节约条件的组合轴承环6008坯件时,我们可以节省25克原材料——相当于总重量的8%。换算到每年1000万个零件的产量,原材料的节约量将达到惊人的250吨。”由于原材料是制造锻造零件的最大成本驱动因素之一,因此这种节约潜力对于制造商来说是至关重要的。此外,原材料使用的减少还将同步降低二氧化碳排放量和能源消耗。
另一种可能的全新组合是轴承环的冲孔和分离。得益于SAM驱动技术,程序控制以及过程可靠性都将获得优化。由于模块的可调节运动,气缸位置测量系统使精确的冲孔定位成为可能,这将有助于零件的精确冲孔。由于不再有回撤行程,内环得以以缓慢、轻柔的方式顶出。此外,两个环都可以分别在单独的轨道上出料。
SAM技术可用于热成型HOTmatic HM35。未来,Hatebur的专家还计划将该创新技术集成到更多其他设备中。
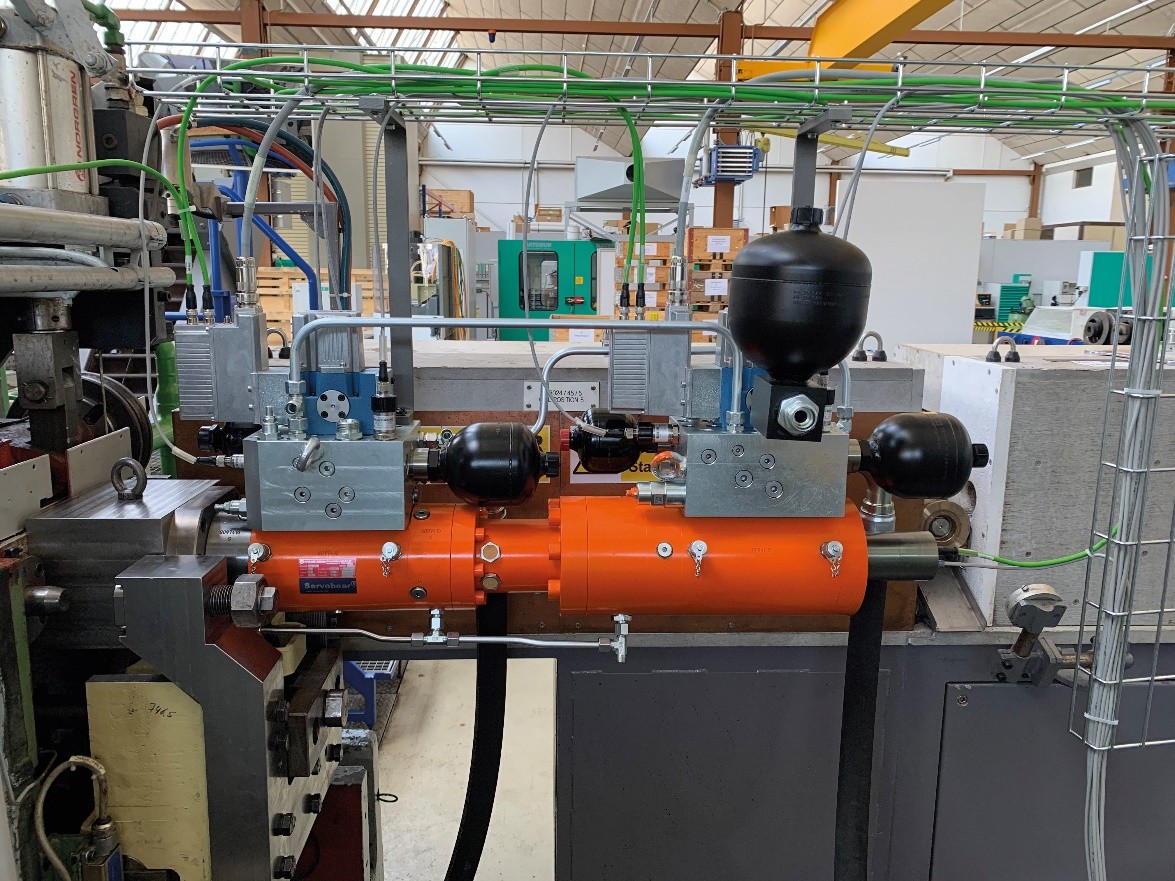
说明:在瑞士莱纳赫的哈特贝尔总部演示中心,SAM技术通过了多轮严格的测试,取得了巨大的成功。(来源:哈特贝尔)

说明:薄芯料工艺可以减少芯料厚度。当使用组合轴承环6008坯件时,可节省25克原料。(来源:哈特贝尔)
关于哈特贝尔:
哈特贝尔是一流的热冷成型、卓越的客户服务以及工艺工程“双优”的代名词。
得益于与卡锣萨尔维的合并,哈特贝尔的全球客户能够获得广泛的创新解决方案。这家成立于1930年的家族企业拥有一个由全资子公司和销售合作伙伴组成的国际网络,以保证客户随时随地可以获取其优质的产品和服务。通过深入咨询和对设计过程的探索,哈特贝尔为生产大批量精密金属零件提供加工解决方案,能完全满足不同客户的需求。无论是汽车、滚动轴承、航空或紧固件行业,我们始终遵循公司的指导理念:“我们的行动,您的优势”,从而为客户创造能够实现最高性能和生产效率的解决方案。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。
责任编辑:kj005
文章投诉热线:156 0057 2229 投诉邮箱:29132 36@qq.com











